直進系にボールスクリューがあるのに対し、三共は回転系に対し、ローラギヤを用いることにより直進系と同等の性能をかもし出すことに成功している。このローラギヤとグロボイダルカムから成るローラギヤカム機構は、ボールスクリューと同様に予圧構造がとれるためバックラッシが無く、また転がり接触のため剛性が高く効率も良いです。もちろんクランプ装置は不用です。
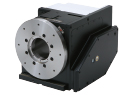
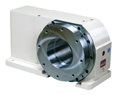
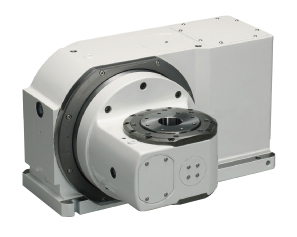
RTシリーズ機種(3機種)
| RT080 | RT100 | RT500 |
恒久的な精度
ローラドライブメカニズムの採用により、長期にわたる使用での製品内部の部品劣化や、精度の経年変化は無く、
耐久性に優れています。定期的な校正や調整作業は必要ありません。
耐久性に優れています。定期的な校正や調整作業は必要ありません。
ロータリジョイント
最大6ポートを準備
ゼロバックラッシによる優れた特性
ローラドライブメカニズムの採用により、外力に対しても挙動の乱れる事の無い忠実な出力動作が可能で、
回転角度精度10秒以下という高精度位置決めを実現しながら、硬鋼の重切削にも対応可能です。
回転角度精度10秒以下という高精度位置決めを実現しながら、硬鋼の重切削にも対応可能です。
ノークランプ動作
ローラドライブCNCは構造上ガタが無いので、クランプ動作を必要としません。この構造により、クランプ、アンクランプ時間を削減でき、従来の油圧式システムのようにエネルギーも必要としません。
メンテナンスフリーと高いコストパフォーマンス
トルク伝達は転がり接触によるため、内部機構に磨耗が発生せず、長期間の使用でも初期精度と変わらないレベルを維持します。
<運転条件>
テーブルサイズ:出力テーブル径 170mm
負荷イナーシャ:0.5kg・m2
割出し角度:36°(1方向割出し)
割出し時間:0.35sec
※左グラフのローラドライブは、当社 運転動テストによる実測値です。
(両社とも同じテーブル径の試験機を使用)
<運転条件>
テーブルサイズ:出力テーブル径 170mm
負荷イナーシャ:0.5kg・m2
割出し角度:36°(1方向割出し)
割出し時間:0.35sec
<500万回割出し後の精度>
| 項目 | ウォームギヤ | ローラドライブ |
| 精度変化量 | 42.1sec (メンテ無し想定) |
0.9sec |
| バックラッシ量 | 18μm | 0 |
(両社とも同じテーブル径の試験機を使用)
ローラドライブCNCでは経時変化が極小のため定期メンテナンス費用を抑えることが出来ます。グラフは
・ウォームギヤ式円テーブルは、年2回のメンテナンス作業が必要。
・両社とも維持費(オイル交換等)は、年間3パーセントとしている。
※両社とも同じテーブル径のサイズにおけるコストイメージです。
・ウォームギヤ式円テーブルは、年2回のメンテナンス作業が必要。
・両社とも維持費(オイル交換等)は、年間3パーセントとしている。
※両社とも同じテーブル径のサイズにおけるコストイメージです。
工具研削
ゼロバックラッシ連続加工で精度向上

自動車部品加工
高速位置決めで非切削時間を削減

自動車部品加工
高速位置決めで非切削時間を削減
自動車部品加工
5軸同時精密連続加工

医療部材加工
コンパクトな5軸構成で難材加工が可能
鏡筒・金型加工
高速精密な連続切削

※音声が出ますので
ご注意ください。
RT本体仕様
| 特性項目 | 単位 | RT080 | RT100 |
| 傾斜角度 | deg | -20〜+120 | -20〜+120 |
| テーブル外径 | mm | φ80 | φ100 |
| テーブル中空径 | mm | φ30 H7 (テーブル面側のみ) |
φ40 H7 |
| 0°時テーブル面高さ | mm | 165 | 197 |
| 90°時センタハイト | mm | 115 | 132 |
| 減速比(テーブル / 傾斜軸) | 1/48 (table) 1/60 (tilt) |
1/48 1/60 |
|
| 最高回転数(テーブル / 傾斜軸) | rpm | 62.5 (table) 50 (tilt) |
100 75 |
| 位置決め精度(テーブル / 傾斜軸) | arc.sec | ±20 (table) ±15 (tilt) |
±15 ±10 |
| 繰り返し精度(テーブル / 傾斜軸) | arc.sec | 8 (table) 8 (tilt) |
8 4 |
| 内蔵型ロータリジョイント(ポート数) | ― | ― | 2または6 [空圧最大0.7Mpa] |
| 製品質量 | kg | 70 | 91 |
■標準カタログ
■RT100 6ポート仕様